|
昌隆水性PAG淬火液是一种高分子聚合物水溶性淬火剂,选用国外优质原料精制而成,具有独特的逆溶性(一般称之为浊点效应),克服了水冷却速度快,易使工件开裂;油品冷却速度慢,淬火效果差且易燃等缺点。安全,环保,使用寿命长,使用成本低,现在国际油价越来越高,国家对环境保护愈来愈严的大气候下,水性PAG淬火液逐渐成为热处理行业理想的淬火介质之一。
二 在众多淬火介质中,昌隆PAG淬火剂具有以下优点:
1 安全环保 ,昌隆水性PAG淬火液完全不燃烧,无火灾危险,无毒,无油烟,使工作环境大大改善,满足环保部门对企业的环保要求。
2 通过控制淬火液的浓度,可以得到近于水到油之间的冷却速度,以满足不同材料和工件的淬火要求。
3 操作成本大幅降低,通常工件的PAG淬火液成本仅相当于淬火油价格的20%左右。
4 由于昌隆PAG淬火剂比热容与水比热容相近(比淬火油散热速度快很多),可以提高车间的生产量,进而使企业效益比以前得以提高。
5 淬硬层深,淬火硬度均匀无软点,大幅减少淬火变形和开裂的倾向,对低、中碳钢感应及大件淬火尤其适用。
6 对工件无腐蚀,且有短期防锈作用,使用寿命长,不易老化变质,淬火后的工件可不清洗直接回火。
7 水性PAG淬火液的浓度测试易测易控,维护和保存特别简单。
8 本淬火剂在使用中,带出量少,使用成本低,综合经济性好。
三 昌隆水性PAG淬火液处理化性能:
|
性能
|
指标
|
|
外观
|
浅黄色微浊粘稠液体
|
|
PH值
|
9.0-11.0
|
|
相对密度(25℃,g/cm3)
|
1.07
|
|
运动黏度(40℃,cst)
|
280±30
|
|
凝点 ℃
|
-10
|
|
防锈性
|
合格
|
|
浊点 ℃
|
74
|
四 昌隆水性PAG淬火液的使用范围和局限:
本水性PAG淬火液主要用于以下各方面:
◇ 锻件、棒材、型材以及铸钢件的淬火及锻后余热淬火
◇ 传动零件的整体侵入淬火和表面喷淋冷却
◇ 汽车弹簧(板簧)、螺栓、螺帽、螺丝及自攻螺丝的淬火
◇ 夹钳、扳手及其它手工工具的淬火
◇ 连续炉加热渗碳碳氮共渗的小工件的淬火(自行车零件,链条等)
◇ 曲轴、凸轮轴、小齿轮轴、齿轮、花键轴、轴销、联轴、锯片、导轨等零件的表面淬火
◇ 农用机械零件的淬火
◇ 工程机械高强度零部件的淬火
◇ 铝合金的固溶处理也是特别适用的
◇ 石油器具热处理
适用于各类工件的整体浸淬和感应加热淬火,适用于开口式淬火槽、连续炉、淬火槽外设的多用炉及感应淬火炉等。
本水性淬火剂不适用于有二次硬化特性的钢件(如冷热模具钢和高速钢)。
本淬火剂一般不适用于淬经过盐浴炉加热后的工件。
在成批工件淬火时,同批工件之间应保持足够的距离,或以分散撒入方式进入淬火液中。
五 昌隆PAG淬火剂的使用方法:
1、在配PAG淬火液之前,应将淬火槽和循环冷却系统彻底清洗干将,如果原系统用过油,须用工业清洗剂做清洗。
2、配置PAG淬火液时,先注入普通自来水至正常液面的50%,再加入所需昌隆PAG淬火剂原液,同时搅拌循环,再加自来水至正常液面。
3、昌隆PAG水性淬火剂含有防锈剂,对淬火槽及工件有短期的防锈作用,使用中,硬水中的阴阳离子会消耗一部分淬火剂中的防锈剂,一般在补加了新液就会补充防锈剂的浓度。
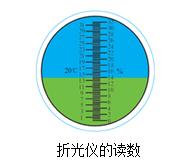
4、PAG淬火液的浓度测量很简单,只需用手持式糖度折光仪测试即可。(如下图)
1.盖板 2.检测棱镜 3.棱镜座 4.望远镜和外套 5.调节螺丝 6.视度调节圈 7.目镜
这种折光仪的使用方法如下:先开盖板1,取出所测试的淬火液滴数滴于检测棱镜2的镜面上,合上盖板1,然后将盖板朝向明亮处,边观察目镜7边转动调焦圈,直到视场分界线清晰可见。读出该分界线的刻度数,即为所测淬火液的折光率。
PAG淬火液浓度=折光率×2.5
5、在使用昌隆PAG淬火液的过程中,应酌情定期取样测量并控制好它的浓度,以使淬火工件达到最佳。
6、PAG淬火液的温度和冷却性能有一定的关系,允许使用的温度为0℃-60℃,推荐使用的最佳温度为20℃-40℃. 工件在淬火液中搅动或者使淬火液循环流动都可以增大工件和淬火液之间的流速,从而增大工件的淬火冷却速度。为使工件表面形成的聚合物包膜基本不被冲刷掉,搅动和循环产身的相对流速不宜过大,最好不要超过0.6m/s.
7、增加昌隆PAG水性淬火液的浓度,便可降低其淬火冷却速度;反之,加入自来水降低淬火液的浓度,便可提高淬火冷却速度。将水性淬火液加热或在生产中停止冷却循环,以升高淬火液的温度,便可降低淬火冷却速度;相反,降低液温.则可提高淬火液冷却速度。 在淬火液浓度偏低时适当提高液温以防止淬裂;浓度偏高是加快工件的摆动以保证淬硬。 在天冷液温升不高时可采用较高一点的浓度,以便得到稳定的淬火冷却效果。 天热时采用低一点的浓度,以便得到稳定的淬火冷却效果。
六 昌隆PAG淬火液维护保养:
1、昌隆PAG淬火液的使用寿命很长,无需更换,但在使用过程中要注意适当搅拌或循环,通常采用泵或螺旋桨进行。用泵时流速应低于每秒1米,螺旋桨搅拌转速以每分钟100-400转为宜。
2、长时间不使用PAG淬火液应经常搅动一下以防止霉菌产生,并可使已生成的少量霉菌见光后死去。在使用昌隆PAG淬火液的过程中,我公司可定期免费提供专门的淬火液防腐剂。
3、昌隆水性PAG淬火液在使用过程中会受到污染,主要是工件的氧化皮、灰尘、油类等.氧化皮及其他不溶且比重大于水的污染物通常沉降淬火槽底部,一般不影响淬火液的浓度测量,也不影响其冷却特性,只要定期过滤即可。油类污染浮在表面上不影响淬火液的冷却特性,但可能会防碍操作和浓度测量的,用旧报纸等把浮油吸除掉便可。油污染会引起淬火液发黑甚至有点臭味,但不会影响淬火液的使用效果。
4、昌隆PAG水性淬火剂一般不会因寒冷而冻结,冬季在室外长时间停放后使用,应将桶多次来回滚动以保证混合均匀。出厂后的淬火剂应在两年期限内使用,超期未使用,待复验合格后方可使用。
七 昌隆PAG水性淬火剂的包装、供货及发运:
昌隆PAG淬火剂以大铁桶包装,每桶净重200千克。
用户可来人,来函或来电订货.
本公司可为用户办理铁路货运或公路货运,也欢迎用户来车自提。
附录:
昌隆PAG淬火剂淬火浓度参考表
|
表 部分钢种适合的浓度(参考值)
|
|
5%
|
10%
|
15%
|
|
30
|
T7
|
T7
|
40Mn2
|
40Mn2
|
GCr15SiMn
|
|
35
|
T8
|
T8
|
GCr15
|
GCr15
|
50CrVA
|
|
45
|
T10
|
T10
|
65Mn
|
65Mn
|
50Mn2
|
|
45B
|
T12
|
T12
|
60Si2Mn
|
60Si2Mn
|
50CrMn
|
|
50
|
40Mn
|
40Mn
|
40Mn2V
|
40Mn2V
|
50CrMnVA
|
|
30Mn
|
40Cr
|
40Cr
|
GCr9SiMn
|
GCr9SiMn
|
40CrMoB
|
|
60
|
GCr9
|
GCr9
|
42SiMn
|
42SiMn
|
38CrMoAL
|
|
65
|
30CrMnTi
|
30CrMnTi
|
50Cr
|
50Cr
|
55SiMnVB
|
|
30Cr
|
35CrMo
|
35CrMo
|
40MnB
|
40MnB
|
|
|
|
42CrMo
|
42CrMo
|
|
|
|
|
|
GCr6
|
GCr6
|
|
|
|
|
|
40CrV
|
40CrV
|
|
|
|
|
渗碳淬火
|
|
|
|
|
|
|
15
|
20Cr
|
20Cr
|
20CrMnMo
|
20CrMnMo
|
|
|
20
|
20CrV
|
20CrV
|
20CrMnTi
|
20CrMnTi
|
|
|
|
20CrNi
|
20CrNi
|
|
|
|
|